Testing Control Loop Performance
After tuning a control loop, it is customary to change the setpoint to test the loop’s performance. This will certainly show you how the loop responds to setpoint changes, but will it tell you anything about how the loop might respond to process disturbances? In some cases – yes, but in other cases – no. Let me explain…
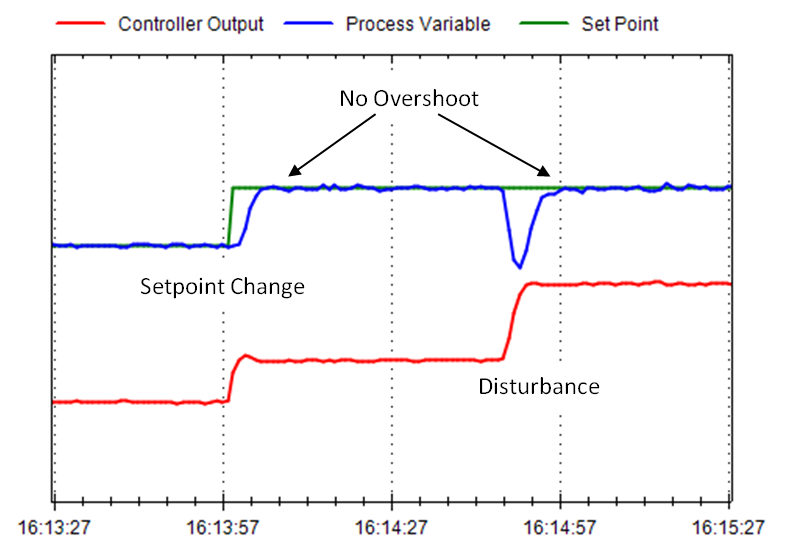
Flow loops and liquid pressure respond similarly upon setpoint changes and disturbances. If you see overshoot after a setpoint change, it means that you will likely get overshoot after a disturbance. The same can be said for no overshoot (Figure 1), sluggish response, or oscillations. This similarity applies to loops with processes that have dead times and time constants of almost the same length, such as flow and liquid pressure.
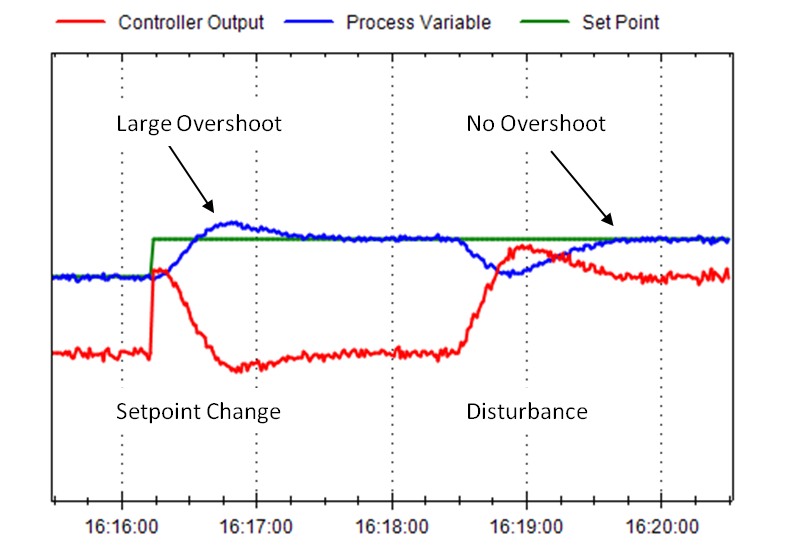
But many loops respond differently to setpoint changes versus process disturbances. The difference becomes more evident when controlling processes with long time constants relative to their dead times, such as temperature and gas pressure control loops. The difference is most obvious in level control loops (Figure 2).
It is often difficult or impossible to create a process disturbance to test tuning settings. So how can we be assess the loop’s disturbance response? Here is a simple sequence you can execute to simulate a process disturbance and see how a loop will respond to it.
- Put the controller in manual mode.
- Change the controller output by a few percent (5% is normally a good starting point).
- Immediately put the controller back in automatic control mode.
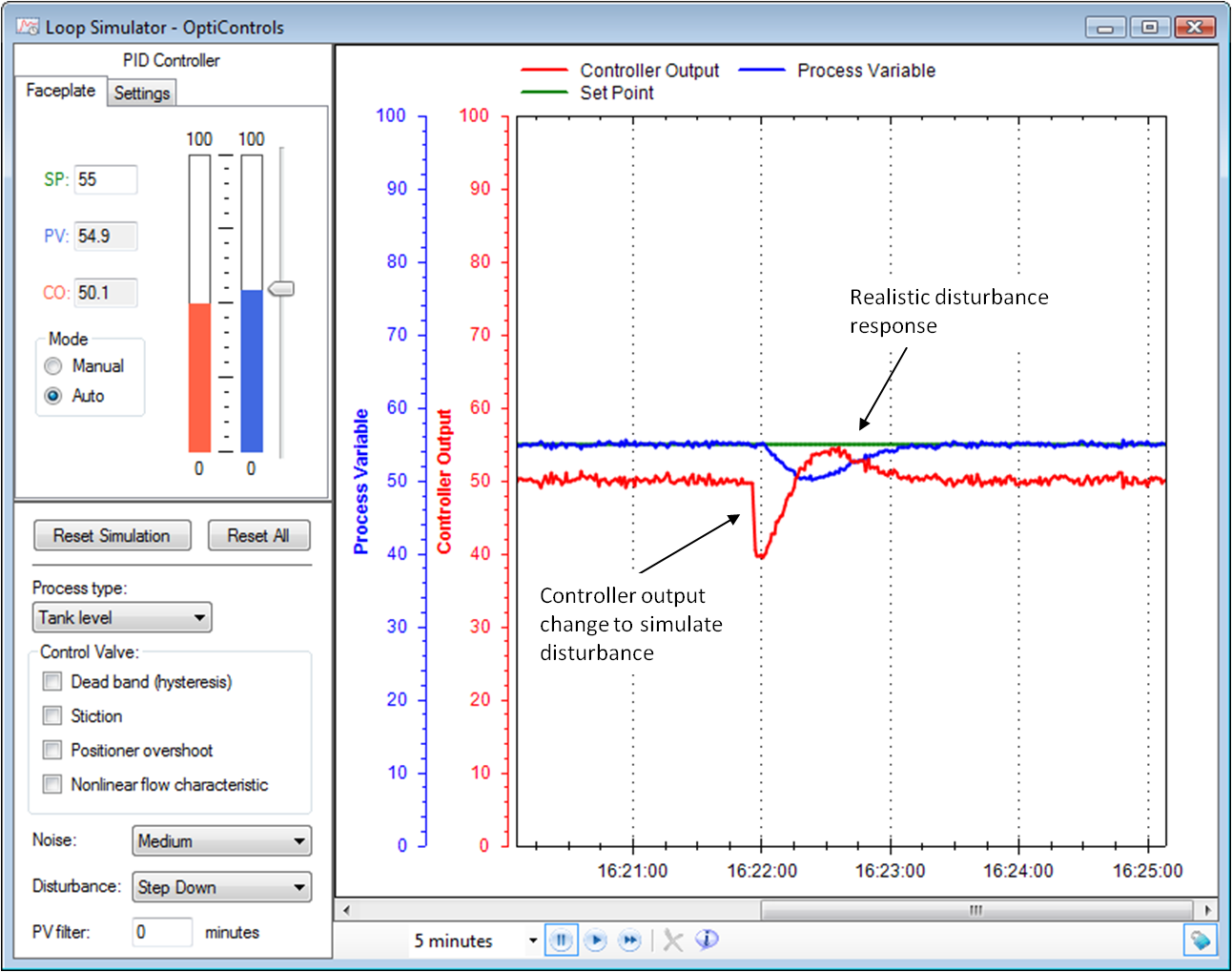
After Step 3, the process variable and controller output will continue in a straight line for a few moments until the change has propagated through the process dead time. The process variable will then begin to deviate from setpoint, and the controller will react to it exactly as if it was a process disturbance (Figure 3).
There are many loops that rarely undergo setpoint changes but frequently have to compensate for the effect of disturbances. This method of testing is much more representative of such a loop’s real operating conditions.
By the way, you can buy a license for the loop simulator in Figure 3 from OptiControls.
Stay tuned!
Jacques Smuts
Principal Consultant at OptiControls, and author of Process Control for Practitioners
