6. Loop Performance, Problems, and Diagnostics
Cascade Control to the Rescue
To recap from my previous post, I was struggling with a slow and persistent oscillation that threatened the success of an incinerator-optimization project. The oscillation was determined to be caused by a sticky ammonia-temperature control valve located on a wash-oil cooler a few processes upstream (Figure 1). Due to various reasons we could not get the control valve repaired, tuning changes did not help, and I had to come up with a workaround for the project to be a success.
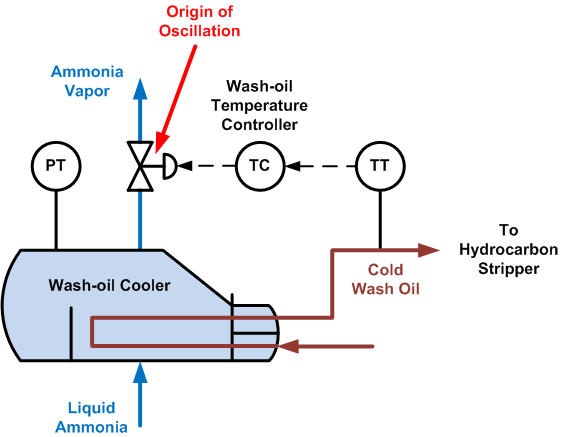
Figure 1. Sticky control valve causing oscillations in the temperature control loop.
During stiction tests (Figure 2) I noticed that the cooler’s shell pressure (ammonia pressure) responded much quicker to changes in valve position than the temperature did. The ammonia pressure had a dead time of just a few seconds, while the wash-oil temperature had a dead time of more than four minutes (the long dead time on temperature resulted from the temperature sensor being located a long way downstream from the cooler). The direct correlation between pressure and temperature was also evident (this was expected – the vapor pressure of ammonia changes directly with temperature).
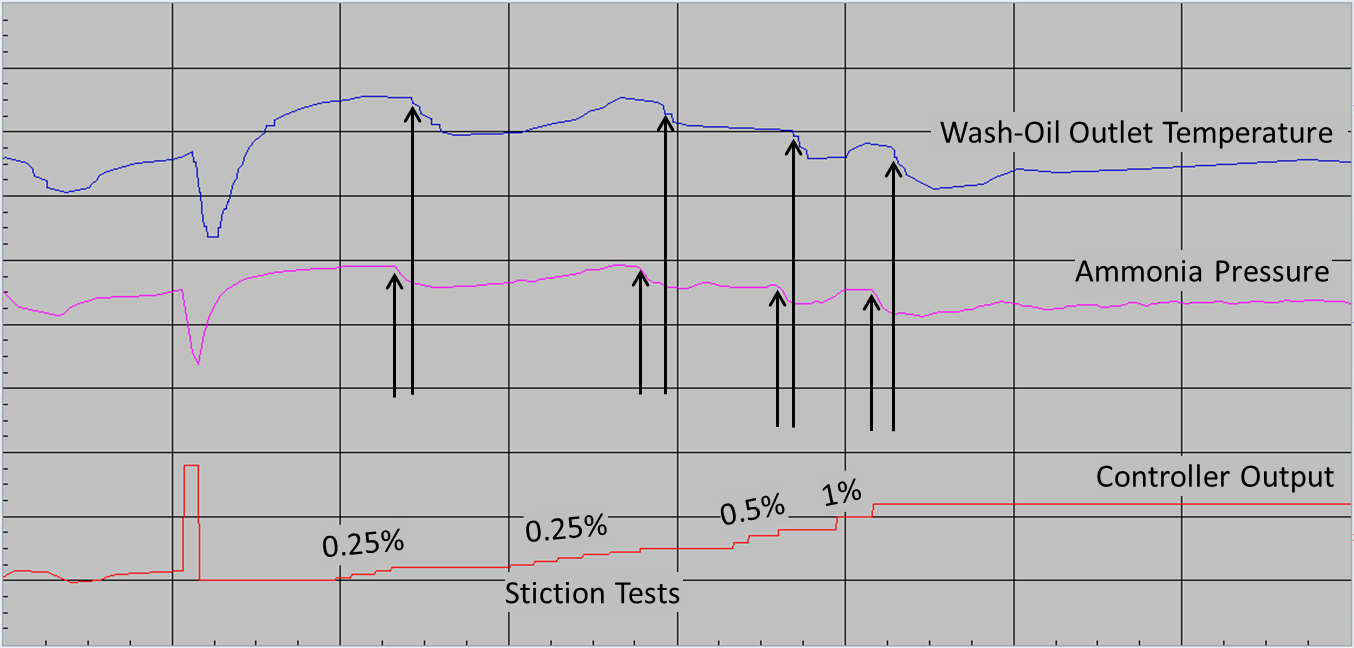
Figure 2. Ammonia pressure responding much quicker to changes in control valve position than wash-oil temperature. (Click to enlarge.)
The fast response of ammonia pressure was essential for solving the problem. The sticky valve and the long dead time in the temperature process resulted in a very slow cycle that was able to propagate through all the downstream equipment and affect the project’s critical variable – incinerator differential temperature. If we were controlling ammonia pressure, there would still be an oscillation (because of the sticky control valve), but because of the much shorter dead time in pressure, the oscillation would be much faster. The fast oscillation should be greatly attenuated by the inertia of the cooler and downstream equipment.
But we could not simply control the ammonia pressure instead of the wash-oil temperature. We still needed to control the temperature so that the operator could adjust its setpoint. Thus we implemented a cascade control strategy that allowed us to control both pressure and temperature. The primary control objective was still to control wash-oil temperature, but instead of this temperature controller manipulating the control valve directly, it generated the setpoint for the ammonia-pressure controller, which manipulated the valve (Figure 3).
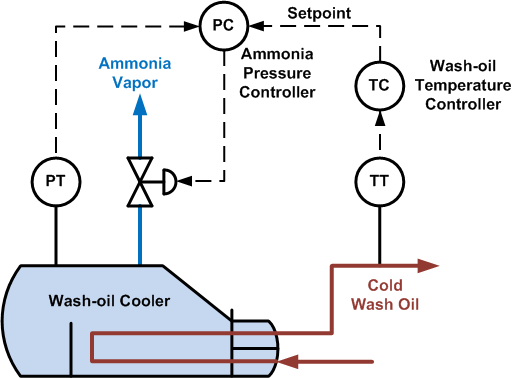
Figure 3. Wash-oil temperature control cascaded with ammonia pressure control.
We expected that the pressure-control loop would still oscillate because of the valve stiction, but at a rate so fast that the temperature would hardly be affected. And this turned out to be true. Take a look at the before-after plots below to see the impressive improvement we achieved in wash-oil temperature and incinerator differential temperature (the critical variable).
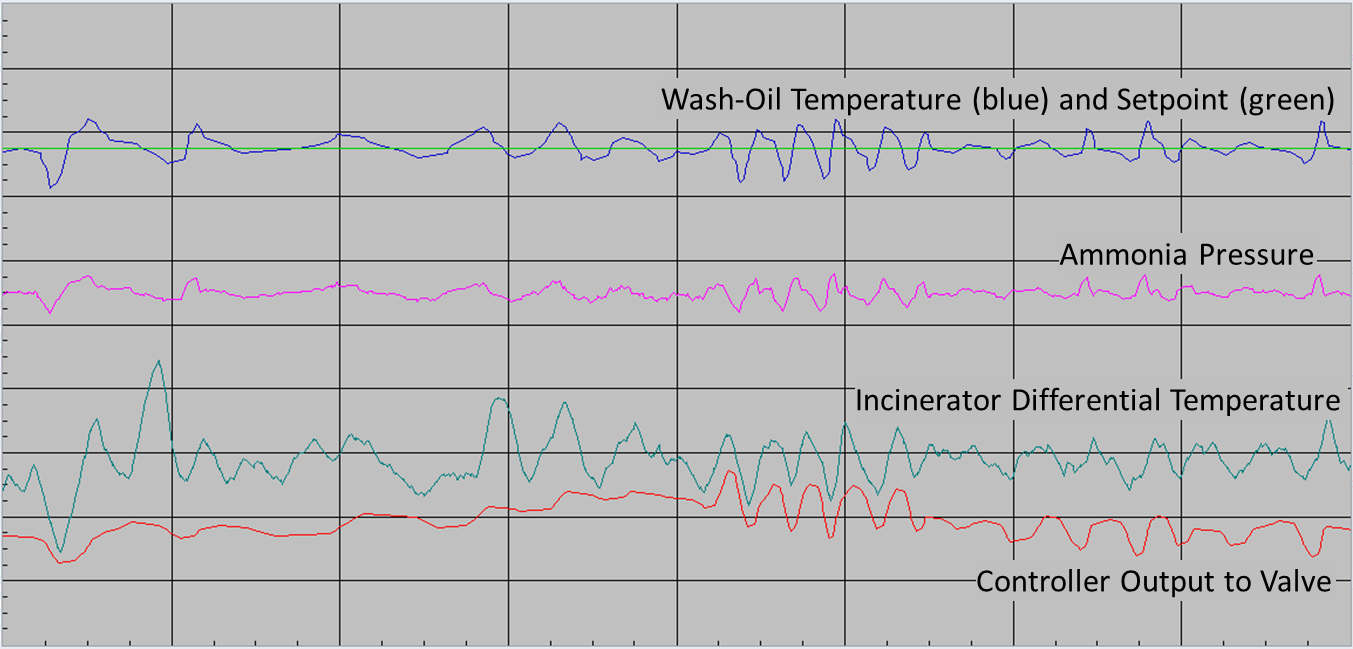
Figure 4. Before cascade control. (Controller output scaled 25 – 75%)
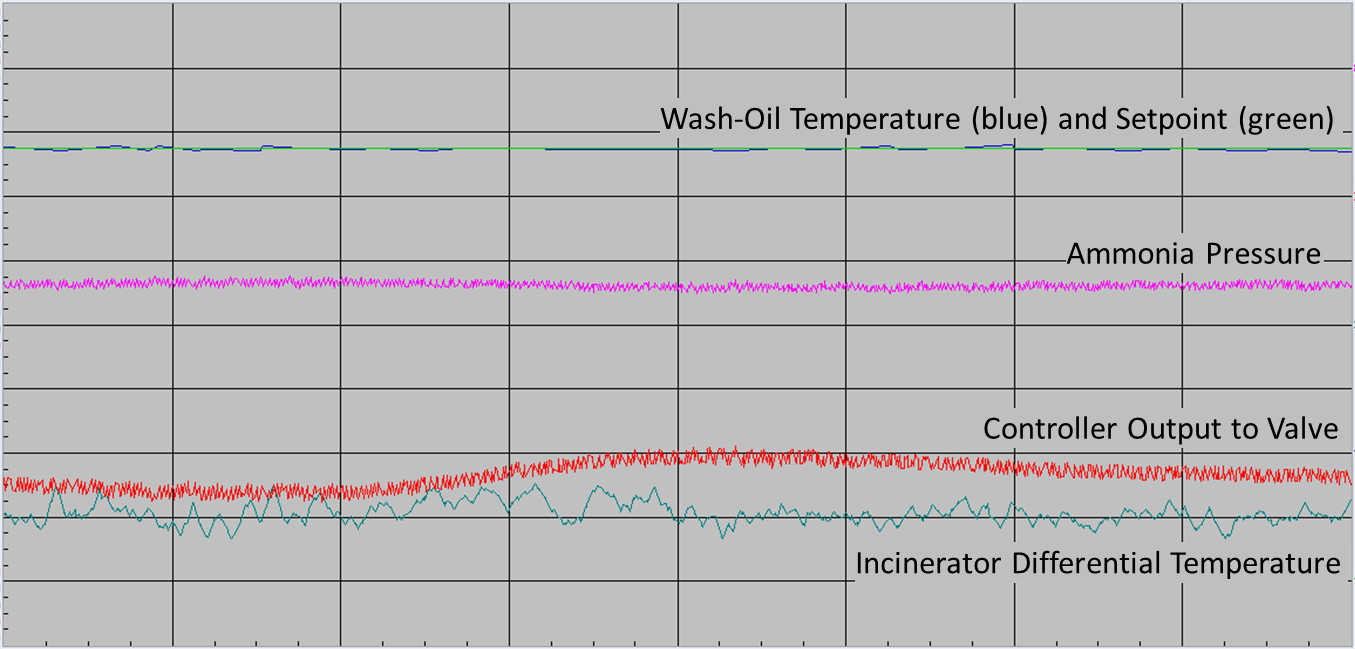
Figure 5. Improved control achieved through cascade control. (Controller output scaled 0 – 100%)
As demonstrated above, cascade control can provide a vast improvement in control performance if the response time of the inner (secondary) loop is several times faster than that of the outer (primary) loop. This is often the case in ammonia chillers, steam reboilers, process heaters, and level control loops. All you need is that the secondary control variable is measured and the signal available in the control system and the know-how to implement cascade control.
Stay tuned!
Jacques Smuts
Author of Process Control for Practitioners
