Process Oscillations from Afar
Oscillations in key process variables are highly undesirable, but their origins are often difficult to track down and solve. Last year, my success in optimizing the control of a hydrocarbon incinerator was threatened by an inexplicable and seemingly unstoppable oscillation in system. At first I thought the oscillation was caused by poor controller tuning or cyclical interactions between two tightly coupled incinerator control loops. But even after putting all the incinerator’s control loops in manual, the oscillation persisted.
The oscillation was obviously being driven by an external process. The most likely source was the concentration of hydrocarbons in the vent gas being fed to the incinerator. Oscillations in hydrocarbon content would lead to oscillations in heat release, temperature, and excess oxygen content.
The vent gas came from a reactor, but it was first passed through a stripper column to remove most of the hydrocarbons from the gas (Figure 1).
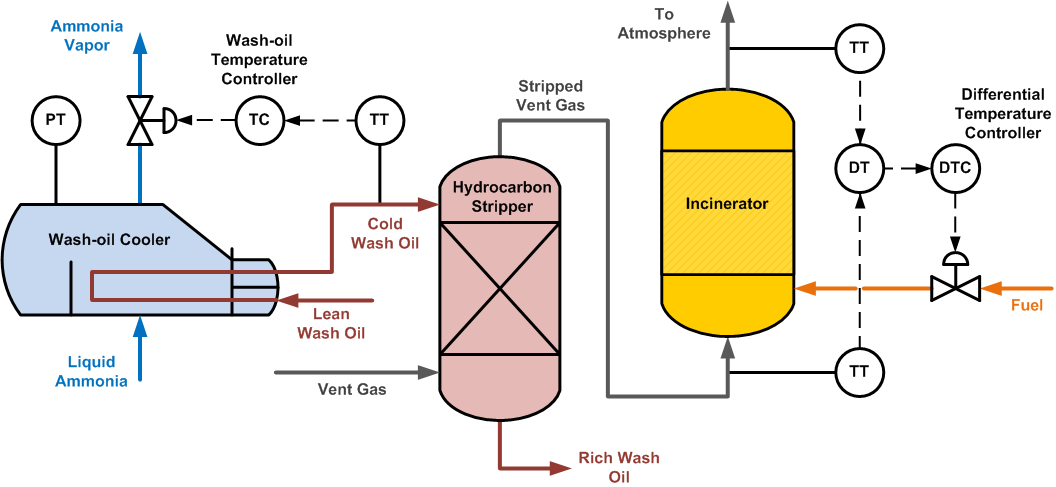
Figure 1. Simplified process diagram. (Click to enlarge.)
To determine if the problem originated in the stripper, I trended all the available temperature, pressure, and flow-rate signals from the stripper. I found that the temperature of wash oil used as a stripping medium oscillated at the same period as the loops on the incinerator. An oscillation in wash-oil temperature would have a direct effect on the amount of hydrocarbons stripped from the vent gas, which could explain why the incinerator loops oscillated.
But why did the wash-oil temperature oscillate? The wash oil was cooled by passing it through a chiller that vaporized liquid ammonia to cool the wash oil. The temperature of the wash oil exiting the wash-oil cooler and flowing to the stripper column was controlled by manipulating the ammonia vapor discharge valve. The wash-oil temperature, controller output, and wash-oil cooler’s shell pressure were all oscillating at the same period as the incinerator temperature (Figure 2). I asked the operator to put the hash-oil temperature control loop in manual mode, after which all the oscillations completely stopped.
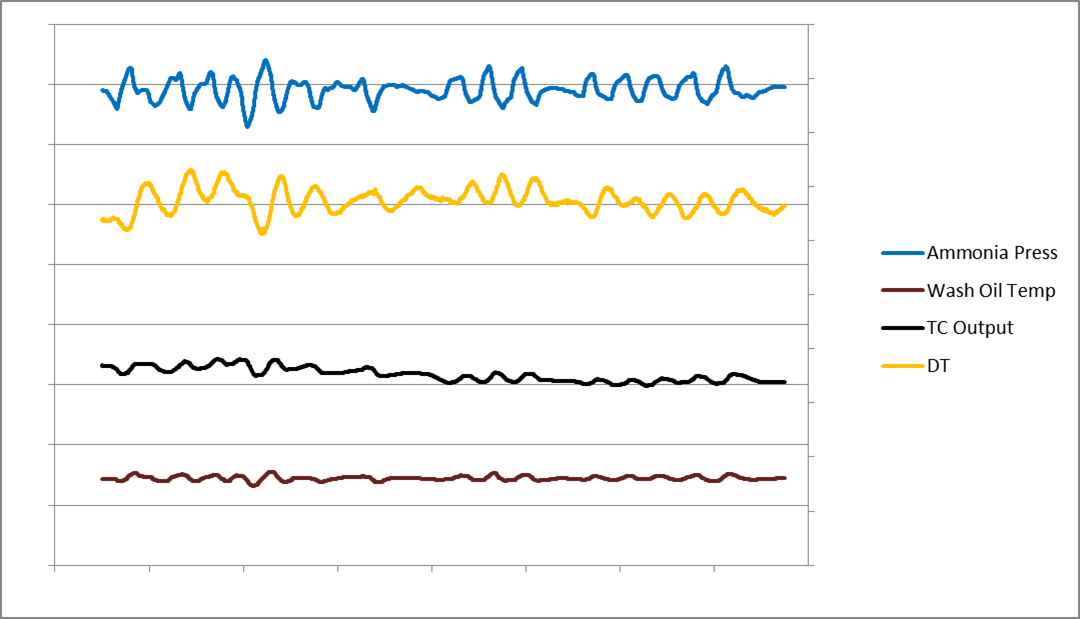
Figure 2. Key variables oscillating in unison.
By doing a few simple valve-performance tests I discovered that the ammonia vapor control valve was sticking, causing a stick-slip cycle in the wash-oil temperature control loop, in turn causing an oscillation in the hydrocarbon content of the vent gas being fed to the incinerator, finally causing and oscillation in outlet temperature (and therefore in the differential temperature across the incinerator – the critical variable). The wash-oil temperature measurement was located far away from the heat exchanger and this long distance caused the oscillation to have a very long period. This fact later was key to solving the problem.
The temperature control valve stiction was in the order of 2% to 3% of the valve’s travel range. The operator called the control valve technician, who then went out to attend to the valve. The technician stroked the valve open and closed in 25% increments and came back reporting that the valve works perfectly. I explained to him (as nicely as I could) that the controller was not asking for 25% changes at a time, but for 0.5% – 1% changes, and the valve needs to respond to these small changes for us to have good temperature control. He shrugged his shoulders, mumbled something about wanting a Prius to run like a Ferrari, and walked out of the control room. We were not getting the valve fixed.
However, it was important to stabilize the temperature loop for this project to be a success. I tried slowing down the tuning on the wash-oil temperature loop and even added some derivative control (to “kick” the valve), but the loop kept on oscillating with the controller in auto. I did eventually solve the problem, but I will write about that next time. For now, the main point of this article is that oscillations can sometimes be caused by a source far away from the process one wants to optimize (Figure 3). The second point is that oscillations are very often not a tuning problem.
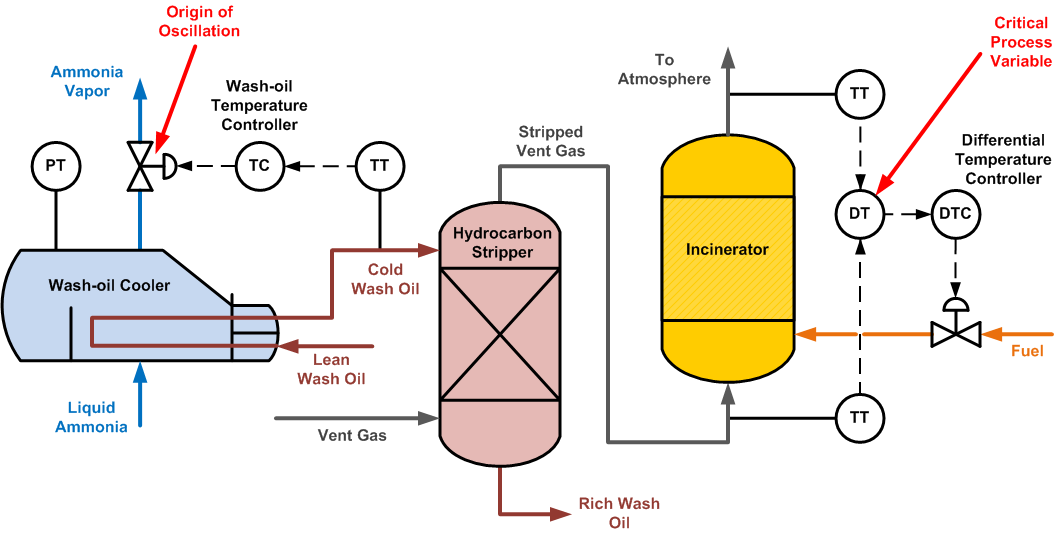
Figure 3. Process oscillations originating from afar.
Read next time how we worked around the problem caused by the sticky control valve.
Stay tuned!
Jacques Smuts, Founder and Principal Consultant, OptiControls
Author of Process Control for Practitioners

Do you prefer to leave the wash-oil TC at Manual until the problem is fixed?or at Auto despite its the cause of the oscillation?
Akis: In this case we overcame the problem with the sticky control valve during the project, so we did not have to leave the controller in manual. However, if we could not overcome the problem, manual control would have been an attractive alternative.